CNC tööriistade uudised
-
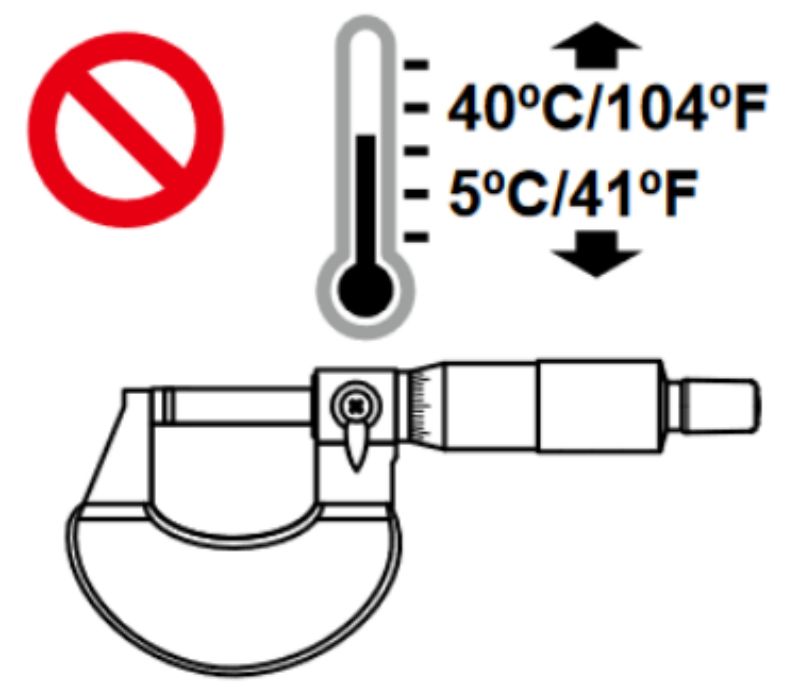
Mikromeetrite kõige tabu-kasutusviisid
Täppismõõtmisvahendina kasutatakse mikromeetreid (tuntud ka kui spiraalmikromeetrid) täppistöötluses laialdaselt ja need on tööstuses hästi tuntud. Täna muudame nurka ja vaatame, milliseid vigu me mikromeetrite kasutamisel kardame. Xinfa C...Loe edasi -
Kas teate, et tööpinkide juhtsiinid jagunevad üldiselt nendesse kategooriatesse
Tööpinkide tootjad annavad endast parima, et tagada juhtsiinide paigaldamise täpsus. Enne juhtsiini töötlemist on juhtsiin ja tööosad sisemise pinge kõrvaldamiseks vanandatud. Juhtrööpa täpsuse ja välise...Loe edasi -
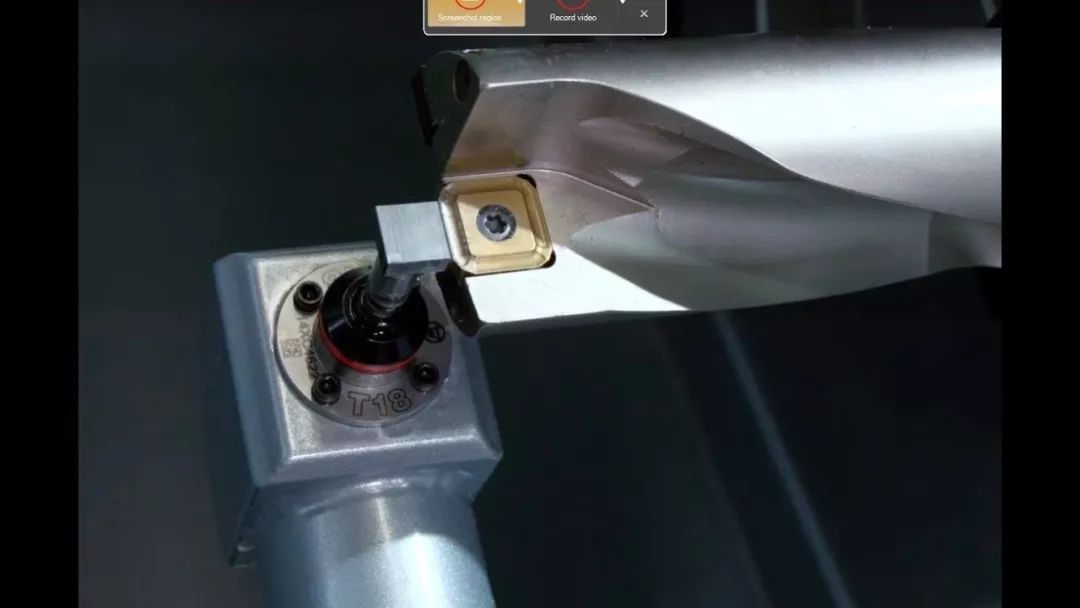
Puurimisetapid ja meetodid puurimise täpsuse parandamiseks
Mis on puurimine? Kuidas puurida auku? Kuidas puurimist täpsemaks muuta? Seda on allpool väga selgelt selgitatud, vaatame. 1. Puurimise põhimõisted Üldiselt viitab puurimine töötlemismeetodile, mis kasutab puuri aukude töötlemiseks tootel...Loe edasi -

Tavaliselt kasutatavad (keerme)arvutusvalemid CNC-töötluseks, lihtsad ja kergesti mõistetavad
1. Keerme ekstrusioonkeerme sisemise ava läbimõõdu arvutusvalem: valem: hamba välisläbimõõt – 1/2 × hamba samm Näide 1: valem: M3×0,5=3-(1/2×0,5)=2,75mm M6×1,0= 6–(1/2×1,0)=5,5 mm Näide 2: valem: M3×0,5=3-(0,5÷2)=2,75 mm M6×1,0=6–(1,0÷2)=5,5...Loe edasi -

Täpsusnõuded iga CNC-töötluskeskuse protsessi jaoks
Täpsust kasutatakse tooriku toote peenuse väljendamiseks. See on eritermin töödeldava pinna geomeetriliste parameetrite hindamiseks. Samuti on see oluline näitaja CNC-töötluskeskuste jõudluse mõõtmisel. Üldiselt võib öelda, et masinad...Loe edasi -
CNC treipingi tööoskused ja kogemused
Töödeldud toodete kõrgete täpsusnõuete tõttu tuleb programmeerimisel arvestada järgmiste asjadega: Esiteks, arvestage osade töötlemise järjekorda: 1. Puurige esmalt augud ja seejärel tasandage ots (see on selleks, et vältida materjali kokkutõmbumist puurimise ajal) ; 2. Jäme treimine ...Loe edasi -
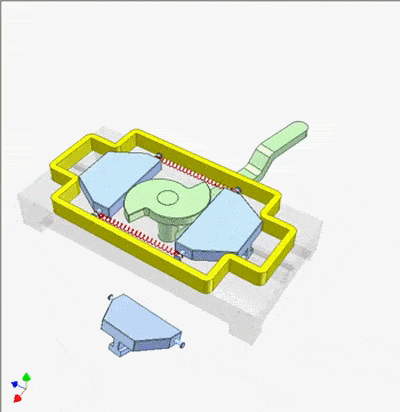
13 tavaliselt kasutatavat isetsentreeruva kinnitusmehhanismi struktuuripõhimõtte animatsiooni (2)
8. Isetsentreeriv kinnitus kaheksa V-kujulist plokki (üks fikseeritud, teine liigutatav) tsentreerivad kollase tooriku pikisuunas. 9. Isetsentreeriv kinnitus 9 Kollane jooksev detail on tsentreeritud pikisuunas...Loe edasi -
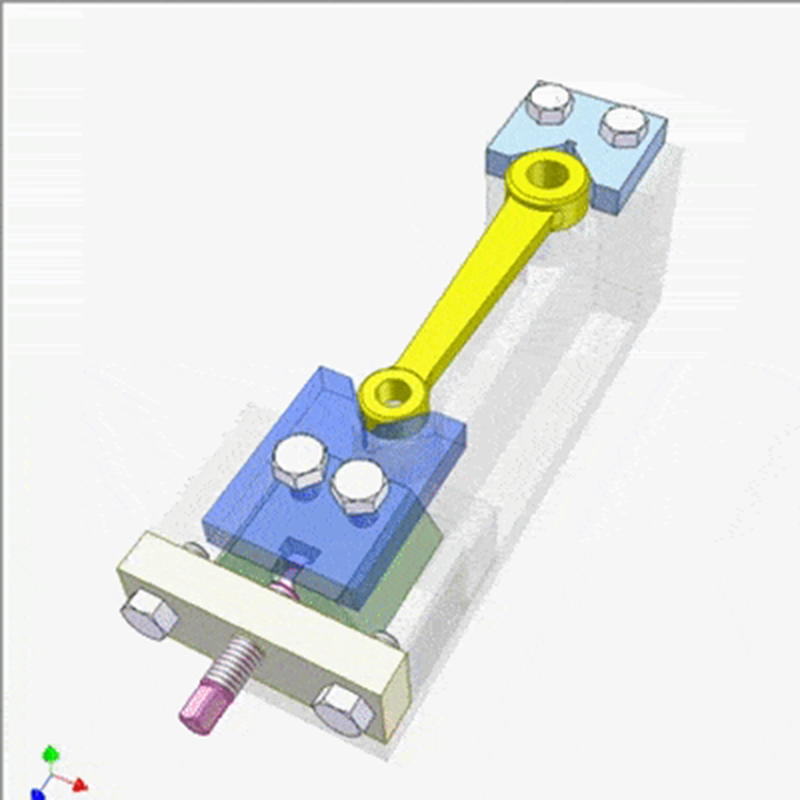
13 tavaliselt kasutatavat isetsentreeruvat kinnitusmehhanismi struktuuripõhimõtte animatsiooni (1)
1. Isetsentreeriv kinnitus 1 Roheline topeltekstsentrik ja kaks sinist kiilkelgu tsentreerivad kollase tooriku külg- ja pikisuunas. 2. Isetsentreeriv kinnitus 2 oranži vasaku ja parema kruviga ...Loe edasi -

CNC-tööpingid, rutiinne hooldus on samuti väga oluline
CNC-tööpinkide igapäevane hooldus nõuab, et hoolduspersonal ei omaks mitte ainult teadmisi mehaanikast, töötlemistehnoloogiast ja hüdraulikast, vaid ka teadmisi elektroonilistest arvutitest, automaatjuhtimisest, ajami- ja mõõtmistehnoloogiast, et nad saaksid täielikult mõista ja valdada CN-i...Loe edasi -

Kuigi purud on väikesed, on neid raske eemaldada! Tutvustame mitmeid täiustatud jäseme eemaldamise protsesse
Metallitöötlemisprotsessis on kõikjal purse. Ükskõik kui täiustatud täppisseadmeid te ka ei kasutaks, sünnib see koos tootega. See on peamiselt mingi üleliigne rauaviil, mis tekib töödeldava materjali töötlemisservas, mis on tingitud materjali plastilisest deformatsioonist...Loe edasi -
Kald- ja tasapinnaliste tööpinkide eelised ja puudused
Tööpinkide paigutuse võrdlus Tasapinnalise CNC-treipingi kahe juhtrööpa tasapind on paralleelne alusplaadiga. Kaldaluse CNC-treipingi kahe juhtrööpa tasapind lõikub alusplaadiga, moodustades kaldtasandi, mille nurgad on 30°, 45°, 60° ja 75°. Vaadatud alates...Loe edasi -
Kõige elementaarsemaid teadmisi, mida CNC-inimesed valdama peavad, ei saa raha eest osta!
Meie riigi praeguste majanduslike CNC-treipinkide jaoks kasutatakse tavaliselt tavalisi kolmefaasilisi asünkroonmootoreid, et saavutada sagedusmuundurite kaudu astmeteta kiiruse muutmine. Kui mehaaniline aeglustus puudub, on spindli väljundmoment madalatel pööretel sageli ebapiisav. Kui lõikekoormus...Loe edasi


