1. G73 (laastude purustamise tsükkel) kasutatakse tavaliselt puuri 3-kordsest läbimõõdust sügavamate aukude töötlemiseks, kuid see ei ületa puuri tegelikku tera pikkust. 2. G81 (madala augu tsükkel) kasutatakse tavaliselt keskmiste aukude, faaside ja aukude puurimiseks, mille läbimõõt ei ületa 3 korda. Sisemiste jahutustööriistade ilmnemisel valitakse töötlemise tõhususe parandamiseks see tsükkel ka puurimiseks. 3. Sügavate aukude töötlemiseks kasutatakse tavaliselt G83 (deep hole cycle).
Kui masin on varustatud spindli keskjahutusega (vee väljalaskeava)
Kui tööriist toetab ka keskjahutust (vee väljalaskeava)
G81 valimine aukude töötlemiseks on parim valik
Kõrgsurve jahutusvedelik mitte ainult ei võta ära puurimisel tekkivat soojust, vaid määrib ka lõikeserva õigeaegselt. Kõrge rõhk purustab otseselt ka puurilaastud. Tekkivad väikesed laastud väljuvad aukust õigeaegselt kõrgsurveveevooluga, vältides tööriista kulumist ja töödeldava augu kvaliteedi halvenemist sekundaarsest lõikamisest. Kuna jahutuse, määrimise ja laastude eemaldamisega pole probleeme, on see kolme puurimistsükli hulgast kõige turvalisem ja tõhusaim lahendus.
Xinfa CNC-tööriistadel on hea kvaliteet ja madal hind. Üksikasjade saamiseks külastage:CNC-tööriistade tootjad – Hiina CNC-tööriistade tehas ja tarnijad (xinfatools.com)
Töötlemismaterjali on raske murda laastud, kuid muud töötingimused on head
Kui spindli keskjahutus puudub (vee väljalaskeava)
G73 kasutamine on hea valik
Selle tsükliga saavutatakse laastu murdmine lühikese pausi või väikese tagasitõmbekauguse kaudu, kuid puuril peab olema hea laastu eemaldamise võime. Siledam laastude soon võimaldab laastudel kiiremini väljuda, et vältida järgmise puurimise laastudega takerdumist, mis kahjustab ava kvaliteeti. Hea valik on ka suruõhu kasutamine laastu lisaeemaldusena.
Kui töötingimused on ebastabiilsed
G83 kasutamine on kõige turvalisem valik
Sügavate avade töötlemine põhjustab puuri lõiketera liiga kiiret kulumist, kuna seda ei saa õigeaegselt jahutada ja määrida. Ka augus olevaid laastu on sügavuse tõttu raske õigeaegselt tühjendada. Kui laastu soones olevad laastud blokeerivad jahutusvedeliku, ei lühenda see mitte ainult oluliselt tööriista eluiga, vaid laastud muudavad ka töödeldava augu siseseina sekundaarse lõikamise tõttu karedamaks, põhjustades veelgi nõiaringi.
Kui tööriist tõstetakse pärast väikese vahemaa -Q puurimist võrdluskõrgusele -R, võib see olla sobivam töötlemisel augu põhja lähedal, kuid ava esimese poole töötlemine võtab palju aega, mis põhjustab tarbetut raiskamist.
Kas on optimeeritud meetodit?
Siin on kaks võimalust G83 sügava augu tsükli kasutamiseks
1: G83 X_ Y_ Z_ R_ Q_ F_
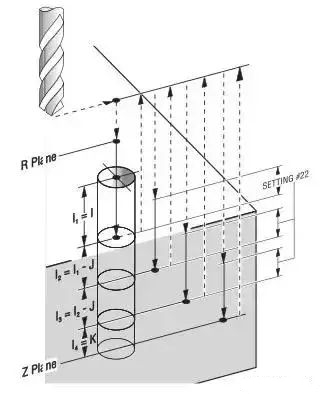
2: G83 X_ Y_ Z_ I_ J_ K_ R_ F_
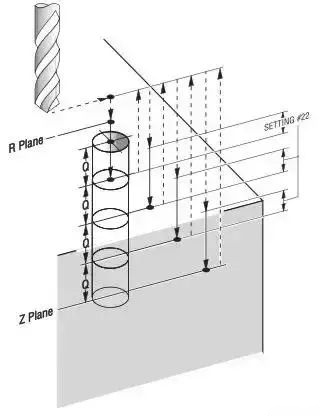
Esimese meetodi puhul on Q väärtus konstantne väärtus, mis tähendab, et augu ülaosast allapoole kasutatakse töötlemiseks iga kord sama sügavust. Töötlemisohutuse vajadusest tulenevalt valitakse tavaliselt väikseim väärtus, mis tähendab ka kõige väiksemat metallieemalduskiirust ning palju töötlemisaega kulub nähtamatult.
Teise meetodi puhul tähistatakse iga lõike sügavust vastavalt I, J ja K:
Kui augu ülaosas on töötingimused head, saame töötlemise tõhususe parandamiseks määrata suurema I väärtuse;
Kui töötingimused töötlemisava keskel on keskmised, kasutame ohutuse ja tõhususe tagamiseks järk-järgult vähendatud J väärtust; Kui töötlemisava põhja tööseisund on halb, määrame töötlemise ohutuse tagamiseks K väärtuse.
Tegelikus kasutuses võib teine meetod tõsta teie puurimistõhusust 50% ja maksma nulli!
Postitusaeg: 22. juuli 2024


