Mis on trochoidaalne freesimine
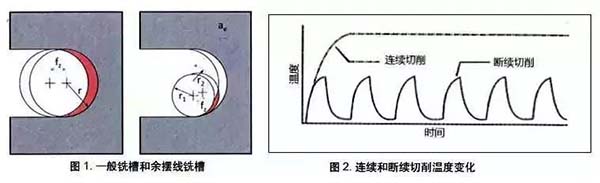
Otsfreese kasutatakse enamasti tasapindade, soonte ja keeruliste pindade töötlemiseks. Erinevalt treimisest on nende osade soonte ja keeruliste pindade töötlemisel väga oluline ka tee kujundus ja freesimise valik. Sarnaselt pilude freesimise üldisele meetodile võib samaaegse töötlemise kaare kontaktnurk ulatuda maksimaalselt 180°-ni, soojuse hajumise seisund on halb ja temperatuur tõuseb töötlemise ajal järsult. Kui aga lõikerada muudetakse nii, et frees pöörleb ühelt poolt ja pöörleb teiselt poolt, väheneb kontaktnurk ja lõikekogus pöörde kohta, lõikejõud ja lõiketemperatuur ning pikeneb tööriista tööiga. . Seega saab lõikamist jätkata pikka aega, näiteks (joonis 1) nimetatakse trohhoidaalseks freesimiseks.
Selle eeliseks on see, et see vähendab lõikamise raskust ja tagab töötlemise kvaliteedi. Lõikeparameetrite mõistlik valik võib parandada tõhusust ja vähendada kulusid, eriti kui töödeldakse raskesti töödeldavaid materjale, nagu kuumakindlad sulamid ja kõrge kõvadusega materjalid, see võib oma rolli märkimisväärselt täita ja sellel on suur arengupotentsiaal, mis võib põhjus, miks tööstus pöörab üha rohkem tähelepanu ja valib trohhoidse freesmeetodi.
 Tehnilised eelised
Tehnilised eelised
Tsükloidi nimetatakse ka trohhoidiks ja laiendatud epitsükloidiks, see tähendab liikuvast ringist väljas või sees oleva punkti trajektoori, kui liikuv ring ulatub teatud sirgjooneni veeremiseks ilma libisemiseta. Seda võib nimetada ka pikaks (lühikeseks) tsükloidiks. Trohhoidne töötlemine on soone laiusest väiksema läbimõõduga otsafreesi kasutamine poolkaare soone töötlemiseks selle küljel oleva kaare väikeseks osaks. Sellega saab töödelda erinevaid sooni ja pinnaõõnsusi. Nii saab otsveski teoreetiliselt töödelda endast suuremaid sooni ja profiile mis tahes suurusega ning mugavalt töödelda ka mitmeid tooteid.
Arvutite arvjuhtimise tehnoloogia arenedes ja rakendamisel kasutatakse ja tuuakse üha enam mängu juhitavat freesimisrada, lõikeparameetrite optimeerimist ning trohhoidse freesimise mitmekülgset potentsiaali. Ja seda on arvesse võtnud ja hinnanud osasid töötlevad tööstused, nagu lennundus, transpordiseadmed ning tööriistade ja vormide tootmine. Eriti kosmosetööstuses on tavaliselt kasutatavatel titaanisulamist ja niklipõhistel kuumakindlatest sulamitest osadel palju keerulisi töötlemisomadusi, sealhulgas:
Kõrge termiline tugevus ja kõvadus raskendavad lõikeriista kandmist või isegi deformeerumist;
Kõrge nihketugevus muudab tera kergesti kahjustatavaks;
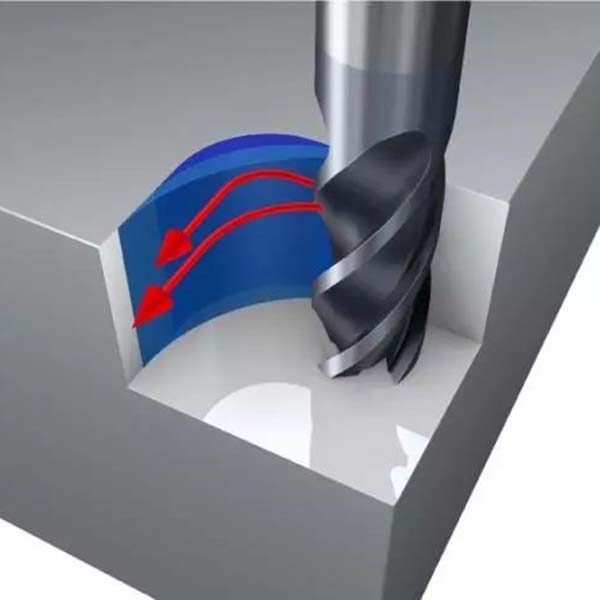
Madal soojusjuhtivus raskendab kõrge soojuse väljaviimist lõikealale, kus temperatuur ületab sageli 1000ºC, mis suurendab tööriista kulumist;
Töötlemise ajal keevitatakse materjal sageli tera külge, mille tulemusena tekib serv. halb töödeldud pinna kvaliteet;
Niklipõhiste kuumakindlate austeniitmaatriksiga sulamimaterjalide töö kõvenemise nähtus on tõsine;
Niklipõhiste kuumakindlate sulamite mikrostruktuuris olevad karbiidid põhjustavad tööriista abrasiivset kulumist;
Titaanisulamitel on kõrge keemiline aktiivsus ja keemilised reaktsioonid võivad samuti kahjustusi süvendada ja nii edasi.
Neid raskusi saab trohhoidse freesimistehnoloogia abil pidevalt ja sujuvalt töödelda.
Tänu tööriistade materjalide, katete, geomeetriliste kujundite ja struktuuride pidevale optimeerimisele on intelligentsete juhtimissüsteemide, programmeerimistehnoloogiate ning kiirete ja suure tõhususega multifunktsionaalsete tööpinkide, kiirete (HSC) ja suure tõhususega tööpinkide kiire areng. (HPC) lõikamine on samuti saavutanud taseme. uued kõrgused. Kiirtöötlus arvestab peamiselt kiiruse parandamist. Kõrge efektiivsusega mehaaniline töötlemine ei peaks arvestama mitte ainult lõikekiiruse parandamisega, vaid arvestama ka abiaja vähendamisega, erinevate lõikeparameetrite ja lõikeradade ratsionaalse konfigureerimisega ning liittöötlusega, et vähendada protsesse, parandada metalli eemaldamise kiirust ajaühiku kohta ja pikendage samal ajal tööriista eluiga ja vähendage kulusid, kaaluge keskkonnakaitset.
tehnoloogia väljavaade
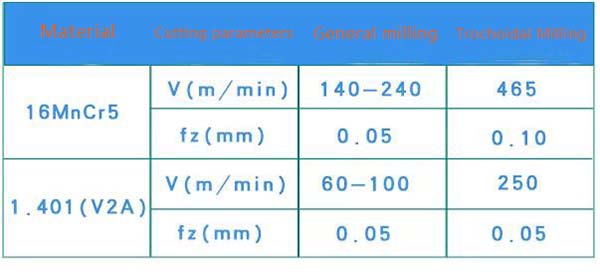
Lennumootorite trohhoidse freesimise rakendusandmete kohaselt (nagu on näidatud allolevas tabelis) saab titaanisulami Ti6242 töötlemisel vähendada lõikeriistade maksumust mahuühiku kohta ligi 50%. Töötunde saab vähendada 63%, üldist nõudlust tööriistade järele saab vähendada 72% ja tööriistakulusid 61%. X17CrNi16-2 töötlemise töötunde saab vähendada umbes 70%. Tänu nendele headele kogemustele ja saavutustele on täiustatud trohhoidfreesmeetodit rakendatud üha enamates valdkondades ning see on pälvinud tähelepanu ja hakatud ka rakendama mõnes mikrotäppistöötluse valdkonnas.
Postitusaeg: 22.02.2023


